MINISERIÁL MATRIX WOOD - KVH – KONSTRUKČNÍ ROSTLÉ DŘEVO SPOJOVANÉ ZUBOVÝM SPOJEM
1. srpna 2022
Dnešní díl minisérie o výrobním závodě v Třebešově nás zavede do výrobní haly na KVH. Jedná se o konstrukční rostlé dřevo spojované zubovým spojem a označení KVH pochází z německého Konstruktionsvollholz.
Nejprve si řekneme, co přesně KVH je a jaké jsou na jeho zhotovení kladeny výrobní a kvalitativní požadavky.
V prvním případě nám půjde především o pevnostní charakteristiky. Takovéto dřevo je rozdělováno do tříd pevnosti – jehličnaté C14 až C50, listnaté D30 až D70. Pro běžné konstrukční dřevo se používá třída pevnosti C24 – v této třídě je zařazeno i KVH. Takovéto označení se používá při strojovém třídění. U nás se však strojové třídění nepoužívá a řezivo je tříděno vizuálně. Dřevo je pak zařazeno do vizuálních tříd S7 (odpovídá C16), S10 (C24), S13 (C30). K hlavním parametrům (kritériím) třídění patří rozsah suků, odklon vláken, trhliny a jiné vady řeziva. KVH se standardně vyrábí v nepohledové kvalitě. Pokud koncový zákazník bude požadovat hranol pohledový, je třeba to ve výrobě zohlednit. Přesný rozsah přípustných vad nalezneme v normě ČSN 73 2824-1, která platí pro jehličnaté řezivo určené pro nosné prvky – tyto se dimenzují podle únosnosti. Norma stanovuje znaky třídění, třídy a kritéria pro vizuální třídění.
KVH se vyrábí ze sušeného řeziva. Technická norma ČSN EN 15497 připouští vlhkost vstupního materiálu od 7 až do 18 %. Zároveň však musí být splněna podmínka, že rozdílná vlhkost dvou na sebe navazujících prvků nesmí být překročena o více než 5 %. V praxi to u nás znamená, že vybereme průměrnou vlhkost a zadáme rozptyl ± 2 %. Dalšími podmínkami, které musí být dodrženy během lepení, jsou teplota prostředí a relativní vlhkost vzduchu. Těmto podmínkám se podrobněji věnuje norma ČSN EN 14080 – Lepené lamelové dřevo a lepené rostlé dřevo. Říká nám, že minimální teplota v prostoru během lepení je 15 °C, ale zároveň musí být splněna podmínka teploty dřeva v lepené spáře minimálně 18 °C. Toho lze dosáhnout pouze za předpokladu, že se dřevo během lepení nahřívá. Pokud tomu tak není (jako v našem případě), tak musí být teplota prostředí ve výrobní hale minimálně 18 °C. Dále norma udává, že během lepení se relativní vlhkost vzduchu musí pohybovat v rozmezí od 40 do 75 % a během doby vytvrzování lepidla nesmí klesnout pod 30 %. Zejména v chladných měsících je třeba, aby vstupní materiál byl uskladněn v klimatizovaných skladech a byla tak dosažena podmínka minimální teploty dřeva na již zmíněných 18 °C. Tyto sledované hodnoty musí být zaznamenány a uchovány pro následnou kontrolu – mimo jiné i auditorem, který provádí 2× do roka dohled nad certifikovaným výrobkem.
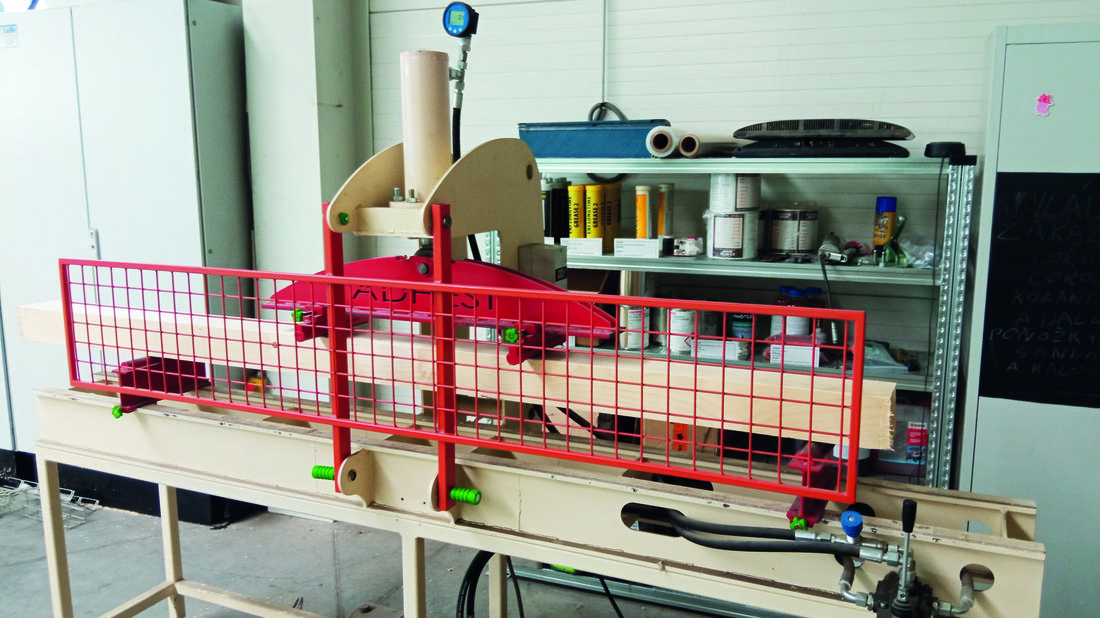
Zkouška lepeného spoje
Z každého dne a případně i z každého lepeného rozměru, pokud se v rámci jednoho dne lepí více rozměrů, musí být provedena zkouška pevnosti lepených zubovitých spojů. Ta spočívá v odebrání dvou zkušebních vzorků a následuje ohybová zkouška, při které je důležitá především tloušťka materiálu testovaného KVH. Z tloušťky se stanovuje podle normy ČSN EN 408 +A1 (731741) rozteč podpor na ohýbačce. Ukážeme si to například na KVH s rozměrem 60 × 120 mm. Norma stanovuje koeficient rozteče podpor 18. Tloušťku 60 mm vynásobíme 18 a dostaneme rozteč spodních podpor 1080 mm. Rozteč vrchních přítlaků se stanový tak, že 1080 vydělíme 3, a tím získáme rozteč 360. Vzorek KVH vložíme do zkušebního zařízení tak, že zubový spoj je právě uprostřed těchto podpor. Z manometru si načteme hodnotu, při které došlo
k destrukci vzorku. Z hodnoty přepočítáme, jaká byla pevnost v ohybu v N/mm2. Výsledná hodnota musí být větší než 24 N/mm2, což je i označení pevnostní třídy C24. Z těchto zkoušek se uchovává protokol, ve kterém se taktéž posuzuje, jak vypadá zlom. Hodnotí se, jaké procentuální zastoupení má poškození v ploše zubu, na patě zubu a zcela mimo zubový spoj. Důležitá je však výsledná hodnota pevnosti v ohybu.
Jak již bylo výše zmíněno, snímaná data o vlhkosti dřeva, teplotě prostředí a relativní vlhkosti vzduchu musí být archivována. Nejsou to však jediná data, která se uchovávají. Každá směna si vede tzv. Knihu lepení, ve které jsou zaznamenány rozměry vstupního materiálu, rozměry hotového výrobku, vlhkost dřeva nastavená na vlhkoměru, lisovací čas, lisovací moment, jaké bylo použito lepidlo a jeho nános. Dalším uchovávaným dokumentem je Protokol o ohybové zkoušce. V něm jsou zaznamenány: datum výroby, datum provedení zkoušky, rozměry zkoušeného KVH, síla lomu, pevnost v ohybu a procentuální vyjádření způsobu porušení spoje.